


Table of Contents
The drawings that once filled drafting tables — redrawn by hand, revised in red pen, rebuilt in plaster — are now obsolete. Not metaphorically. Measurably. When a gantry printer deposits a 50 mm concrete filament at 25 mm/s and a 47 MPa compressive wall rises in 12 days instead of 44, the drafting workflow isn’t being disrupted — it’s being replaced. The structural performance data from 3D printed concrete homes is no longer speculative. It’s being logged, tested under EN206 standards, and validated against Eurocode 6 compliance. If you’re still designing concrete structures using conventional formwork sequencing, you are not behind the curve — you are operating in a paradigm that the data has already condemned.
NUVIRA PERSPECTIVE
At Nuvira Space, we don’t follow construction technology — we interrogate it. Our position at the intersection of human cognition and machine fabrication means we read structural performance data not as engineering output, but as design input. When a 3D-printed concrete wall achieves 47 MPa compression strength with no steel reinforcement, that’s not just a materials win — it’s a spatial permission. It tells you what geometry can now carry load, which voids can now be deliberate, which curves no longer cost you structural integrity. At Nuvira Space, the synthesis of human spatial intelligence with algorithmic fabrication is the design methodology — and 3D-printed concrete homes are the current frontier where that synthesis is generating real, testable, livable results.
The Technical Reality: What the Data Actually Shows
Compressive Strength: The Number That Changes Everything
The most misunderstood metric in additive concrete construction is compressive strength — and misunderstanding it costs you both structural confidence and design freedom.
Here is the verified range from current peer-reviewed research:
- Standard extrusion mixes: 16.6–32.2 MPa at 28-day cure (ResearchGate, 2024)
- Optimized fly ash + silica fume formulations: up to 50 MPa at 28-day cure (Vaitkevicius et al., 2018)
- Ultra-high performance concrete (UHPC) printed specimens: exceeding 160 MPa — outperforming cast specimens of identical mix proportions (ScienceDirect, 2025)
- Residential-grade EN206 / C30/37 concrete: 47 MPa — used in the Grange Close project, Ireland (COBOD / HTL.tech, 2024)
- Zeolite-based LC3 geopolymer mix: 69.9 MPa cast / 53.4 MPa printed at 90 days (ResearchGate, 2024)
The “So What?” here is not incremental: a C30/37 mix reaching 47 MPa means you can design a load-bearing double cavity wall — 2 x 10 cm thick leaves, 150 mm cavity — with zero steel reinforcement. The structural mass is distributed across the cavity geometry rather than embedded rebar. That cavity then becomes a functional layer: MEP routing, insulation fill, or an acoustic buffer. 1 structural decision creates 3 spatial outcomes.
Flexural and Shear Behavior: The Anisotropy Problem
3D-printed concrete doesn’t behave the same in every direction — and if your structural calculations ignore this, you’re designing risk, not structure.
- Flexural strength parallel to print direction: 1.96 MPa
- Flexural strength perpendicular to print direction: 1.27 MPa — a 35% reduction
- Shear strength, cast reference specimens: 4.6 N/mm²
- Shear strength at printed interface layer (1-minute interval): ~1.8 N/mm² — a 61% reduction
The interlayer bond is where 3DCP is most structurally vulnerable. Printed interfaces contain only cement matrix — no aggregate interlock. When shear stress reaches the adhesive limit, failure is brittle and sudden. The fix is not brute force reinforcement — it’s toolpath intelligence. Arched print paths increase flexural strength by more than 30% compared to linear or crosswise paths (Jiang et al., 2024). The printer’s movement is the structural logic.
Layer Thickness, Print Speed, and Structural Integrity Correlation
These 3 variables are inseparable in structural performance:
- Layer height: 10 mm (optimized for interlayer adhesion per Scientific Reports, 2025)
- Print speed: 25 mm/s (optimal for CSSAW mix — cement, fine sand, fine soil, admixture, water)
- Maximum layer thickness tested: 40 mm (Dvorkin et al., 2024; day-1 strength: 7.6–18.7 MPa)
- Filament cross-section (standard nozzle): 50 mm wide
- COBOD BOD2 upgraded hose diameter: 65 mm — increases volumetric output by 40%
- Structural integrity sustained across: 11 consecutive printed layers without deformation
Speed is not the enemy of structural quality — miscalibration between speed and mix rheology is. When the CSSAW mix was printed at 25 mm/s with a 10 mm layer height, it showed a 92.8% improvement in flowability and 3x improvement in shape retention versus the baseline mix. That’s not marginal — that’s the difference between a wall that holds geometry and one that slumps before cure.
Comparative Analysis: 3D-Printed Concrete vs. Conventional Formwork Construction
The Workflow That Is Being Replaced
Traditional poured concrete residential construction operates on a predictable but inefficient sequence: formwork fabrication → pour → cure → strip → repeat. For a standard 2-story single-family home:
- Wall construction time (conventional): 44 days average
- Skilled labor requirement: 8–12 tradespeople across form carpentry, pour crew, and finishing
This model hasn’t fundamentally changed in over 100 years. Building codes in most jurisdictions were written around it. And it contains a structural irony: you build temporary wooden structures (formwork) to create permanent concrete structures. The temporary structure controls the quality of the permanent one.
What 3D-Printed Concrete Delivers Instead
The Grange Close social housing project in Ireland — built using a COBOD BOD2 gantry printer and C30/37 EN206-compliant concrete — provides the most legally validated comparison point currently available:
| Metric | Conventional | 3DCP (Grange Close) |
|---|---|---|
| Total project timeline | 200+ days | 132 days (-35%) |
| Wall construction phase | 44 days | 18 days (-59.1%) |
| Superstructure print time | — | 12 days |
| Steel reinforcement required | Standard | None |
| Compressive strength | Variable | 47 MPa (EN206) |
| Standards compliance | Local code | ISO/ASTM 52939:2023 |
The wall system — double cavity, 10 cm each leaf, 150 mm cavity — was designed to meet Eurocode 6 masonry standards and was the first structure in Europe built fully compliant with the new ISO/ASTM 52939:2023 additive manufacturing standard for construction.
The So What: Eliminating 44 days of wall construction doesn’t just save cost. It collapses the time between design decision and structural verification. Errors that would appear in week 6 of a conventional build appear in day 3 of a printed build. That acceleration is also a quality control mechanism.
The Germany DREIHAUS Benchmark
In Germany, PERI 3D Construction’s DREIHAUS serial housing project — printed using COBOD technology with Heidelberg Materials’ evoZero® net-zero cement — demonstrated that the efficiency gains are not one-site anomalies:
- Construction time reduced by 30% versus conventional methods
- For the first time in Germany, carbon-captured net-zero cement used in a 3D-printed residential building — a milestone that intersects directly with the broader shift toward carbon-negative concrete as a viable residential material
- Each building is divided into 2 parallel segments — while 1 half is printing, the concrete slab in the other is already being poured
- Material waste reduced to 2–4% effective waste vs. industry standard of 10–15%
COBOD’s BOD3 printer — launched October 2024 and already deployed in Indonesia, Angola, and Bahrain — extends this further with an extendable ground-based track system that enables continuous printing across 2–3 buildings with near-zero setup downtime between structures. That’s not faster construction. That’s a different construction logic entirely.
Speculative / Internal Concept Study: Project STRATUM by Nuvira Space
Project Overview
Project Name: STRATUM Micro-District Location: Rotterdam, Netherlands (North Sea coastal zone) Typology: 12-unit low-rise residential cluster, 2-story per unit Vision: To design a printed concrete residential cluster where structural performance data directly generates spatial configuration — where every wall thickness, cavity dimension, and surface texture is a consequence of load path analysis, not aesthetic intuition.

Rotterdam is the deliberate choice. The city sits at sea level, faces sustained lateral wind loads, and has an existing digital construction culture — the municipality has supported large-scale additive manufacturing research since 2019. For STRATUM, the coastal wind regime is not a structural obstacle — it’s the generative constraint.
Design Levers Applied
Structural Logic
- Wall system: Double-leaf cavity, 12 cm each leaf (exceeding Grange Close standard by 2 cm per leaf for wind uplift margin), 180 mm cavity
- Target compressive strength: 50 MPa — achieved through fly ash + silica fume optimization per Vaitkevicius protocol
- Print path strategy: Arched toolpaths on all external wall faces — delivering 30%+ flexural improvement on the windward elevations
- Interlayer interval: ≤ 60 seconds between layers (validated against shear strength data — intervals beyond 20 minutes reduce interface shear strength significantly)
Fabrication Specifications
- Printer type: Gantry system (COBOD BOD3-equivalent), extendable track covering all 12 units in a single linear deployment
- Nozzle diameter: 65 mm (upgraded hose configuration — 40% volumetric output increase)
- Print speed: 25 mm/s at 10 mm layer height
- Concrete mix: CSSAW formulation modified with 15% fly ash microspheres + 5% nanosilica for interlayer bond improvement (per Li et al., 2024)
- Estimated superstructure print time: 18–22 days for all 12 units (parallel workflow)
- Effective material waste target: ≤ 3%
Spatial Outcomes from Structural Data
The cavity geometry at 180 mm is not arbitrary — it’s the MEP channel. Electrical conduit, water supply, and mechanical ventilation routing are pre-coordinated in the parametric model before a single layer is printed. The toolpath is the services drawing. No chase cutting. No post-print penetrations. The 12 cm leaf walls on the leeward side of each unit are reduced to 10 cm to reclaim interior floor area — load path analysis confirms the wind pressure differential justifies this asymmetry.
Surface texture on the exterior — the horizontal ridging natural to layer extrusion — is calibrated to 8 mm depth. At that depth, the texture creates shadow lines that shift with Rotterdam’s low northern sun angle, turning structural artifact into passive solar shading. No additional cladding required.
Transferable Takeaway
The STRATUM methodology demonstrates 1 core principle: when structural performance data drives parametric design, every decision becomes bidirectional. The wind load data changes the wall. The wall data changes the cavity. The cavity data changes the services layout. The services layout changes the interior volume. The interior volume changes the way a person moves through their home each morning. That chain reaction — from compressive strength number to lived daily experience — is what Nuvira Space means by human-machine synthesis.
Intellectual Honesty: Current Limitations
The data is strong. The limitations are real. Both require equal attention.
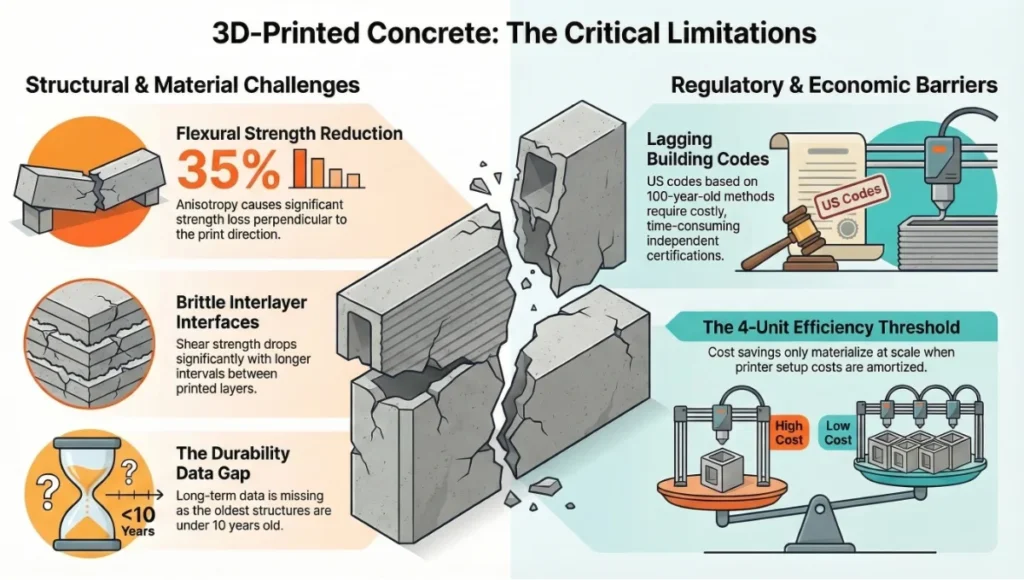
1. Anisotropy has no universal fix yet. The 35% reduction in flexural strength perpendicular to print direction cannot be fully eliminated by toolpath strategy alone. Structural models must account for direction-dependent properties, and current international codes offer no standardized protocol for this. ISO/ASTM 52939:2023 is a compliance framework — it is not yet a design code.
2. Shear at interlayer interfaces remains brittle. Interface shear strength drops to ~1.8 N/mm² with a 1-minute interval — lower than any cast reference. For multi-story structures in seismic zones, this is a material conversation that requires fiber reinforcement integration or revised structural topology. Steel fiber embedment during print is being tested but is not yet standardized.
3. Long-term durability data does not yet exist. The oldest 3D-printed concrete residential structure is less than 10 years old. Crack propagation under cyclic thermal load, moisture penetration behavior at layer interfaces, and repair protocols for printed walls are all active research gaps. Lifecycle assessments remain early-stage.
4. Building codes are lagging. In the United States, adoption has been slow specifically because building codes are written around conventional formwork construction methods that are over 100 years old (Alaska Housing Finance Corporation, 2021). Permitting a 3D-printed structure often requires variance applications and independent structural certification — adding time and cost that partially offsets construction speed gains.
5. Cost savings are not guaranteed at small scale. Printer acquisition or rental, mix design calibration, team training, and parametric BIM integration can erase the efficiency savings on a single-unit project. The economic case becomes compelling at 4+ units on a shared site, where printer setup cost is amortized and the parallel workflow model activates.
2030 Future Projection
By 2030, the structural performance data landscape for 3D-printed concrete homes will look categorically different from today’s. Here is what the current research trajectory makes defensible — not speculative:
AI-driven mix design. Neural network models (MLP, CNN, RBFNN) trained on databases of 200+ experimental compressive strength instances are already predicting 3DCP mix performance non-linearly. By 2030, mix optimization will be real-time and site-adaptive — the printer adjusts its concrete formulation based on ambient temperature, humidity, and yesterday’s compressive test data.
Non-destructive strength verification becomes standard. Current work (MDPI Applied Sciences, 2025) demonstrates that standard 70 mm cube tests — corrected by a factor of 0.83 — can reliably predict in situ compressive strength within 2 MPa across the 40–300 MPa range. Core drilling will be reserved for failure investigations, not routine QC.
Fiber-reinforced biocomposites enter the residential market. Continuous jute yarn co-extrusion — already tested — increased flexural strength of 28-day cured composites by 203.1% and fracture energy by 210.35%. At residential scale, this eliminates the shear brittleness limitation and opens 3DCP to seismic zones currently off-limits.
Serial printing becomes the dominant housing delivery model. The BOD3’s extendable track system — printing 2–3 buildings continuously — is the physical prototype of what a 2030 housing factory looks like. Not a factory with walls. A factory that moves through a neighborhood, printing as it goes. Nuvira Space has explored what this means at the district scale in our dedicated piece on 3D-printed neighborhoods.
Rotterdam, Singapore, and Copenhagen are the likely incubator cities. Rotterdam for its sea-level engineering culture and existing digital construction investment. Singapore for its state-driven housing mandate and tolerance for construction innovation under its Building and Construction Authority framework. Copenhagen — home to COBOD International — for its role as the technology’s manufacturing origin point.
The Toolset: 5 Key Tools Defining 3D-Printed Concrete Homes
1. COBOD BOD3 Gantry Printer The current performance ceiling for residential-scale 3DCP. Extendable Y-axis track eliminates inter-building setup time. Dual dosing system introduces additives at the printhead — enabling real-time mix adjustment for environmental conditions. Operates on 99% locally sourced aggregate + 1% D.fab admixture (COBOD/CEMEX co-development). For a broader view of how robotic systems are reshaping construction logic beyond the printer itself, see Nuvira Space’s analysis of robotic fabrication in architecture.

2. Grasshopper + Rhino Parametric Engine The design environment where structural data becomes geometry. Load path analysis outputs feed directly into toolpath generation. Wall thickness, cavity dimension, and print path curvature are all parametrically linked to structural performance targets — change the wind load input, and the geometry updates.
3. CSSAW Mix Protocol (Cement + Fine Sand + Fine Soil + Admixture + Water) The material system that demonstrated 92.8% flowability improvement and 3x shape retention over baseline mixes at 25 mm/s / 10 mm layer height. Locally sourceable in most geographies. Modifiable with fly ash microspheres and nanosilica for interlayer bond enhancement.
4. ISO/ASTM 52939:2023 Compliance Framework The first international standard purpose-built for additive manufacturing in construction. Governs material testing, layer geometry, structural verification, and quality control documentation. Compliance unlocks insurance coverage and building permit pathways in jurisdictions that have adopted the standard. Currently the primary regulatory leverage point for scaling 3DCP residential construction.
5. AI-Powered Compressive Strength Prediction Models (MLP/CNN) Neural network models trained on 200+ experimental 3DCP data instances (Nature Scientific Reports, 2025) that predict anisotropic compressive strength based on mix constituents. The practical application: design teams can simulate structural performance before printing a single test specimen, reducing material testing cycles from weeks to hours.
For architects engaging with digital fabrication at institutional scale, the American Institute of Architects provides resources on emerging construction technologies at aia.org/practice-topics — including guidance on integrating computational design with code-compliant structural practice.
Comprehensive Technical FAQ
Materials and Mix Design
Q: What is the minimum compressive strength required for a load-bearing 3D-printed residential wall?
A: Based on Eurocode 6 masonry standards and the Grange Close project precedent, C30/37 EN206-compliant concrete achieving 47 MPa at 28-day cure is sufficient for unreinforced load-bearing double cavity walls at 2-story residential height. Specific requirements depend on:
- Wall height and cavity configuration
- Lateral wind load classification for the site
- National building code requirements
- Interlayer interval discipline during printing
Q: Does the printed specimen always achieve lower strength than the cast equivalent?
A: Not always. With UHPC formulations, printed specimens have exceeded 160 MPa — outperforming cast specimens of identical mix proportion. For standard residential mixes, printed specimens typically run 10–15% lower than cast equivalents due to layer interface variability. The 0.83 cube-to-core correction factor (MDPI, 2025) provides a non-destructive verification protocol.
Q: What makes UHPC different for 3DCP?
A: Ultra-High Performance Concrete contains:
- Low water-to-binder ratio (typically < 0.25)
- Silica fume content: 15–25% by cement weight
- Steel fiber content: 1–3% by volume
- Superplasticizer dosage: 1.5–3% by cement weight
- 28-day compressive strength: 120–160+ MPa
- Near-zero porosity after cure
For residential 3DCP, UHPC is overkill for standard wall applications but relevant for cantilever elements, long-span roof structures, or staircase cores.
Structural Performance
Q: How does print path direction affect structural outcome?
A: It is the single most controllable variable in 3DCP structural performance. Key data:
- Arched paths: +30% flexural strength vs. crosswise or vertical paths
- Perpendicular flexural strength: 1.27 MPa (35% lower than parallel direction at 1.96 MPa)
- Shear at interface (1-minute interval): 1.8 N/mm²
- Shear at cast reference: 4.6 N/mm²
Design implication: orient primary load-bearing print paths parallel to the dominant structural stress direction. For walls subject to lateral wind loads, this means vertical toolpaths on the windward face.
Q: Can 3D-printed concrete walls replace conventional reinforced concrete?
A: In specific typologies and configurations, yes. The Grange Close project demonstrated unreinforced load-bearing performance at 2-story residential scale. For structures beyond 2 stories, seismic zones, or cantilever configurations, reinforcement integration is required. Current methods include:
- Post-print rebar insertion into printed cavities (most common)
- Simultaneous fiber reinforcement during extrusion (experimental)
- Post-tensioning of discrete printed elements (bridge-proven, residential-stage)
- Coaxial jute yarn embedding — 203.1% flexural strength improvement in lab conditions
Q: What is the interlayer bond strength and why does it matter?
A: Interlayer bond strength determines resistance to shear failure along the horizontal print seam lines — the most common failure mode in 3DCP structures. All bond strength values depend on:
- Time interval between layers: ≤ 60 seconds optimal; >20 minutes causes significant bond degradation
- Surface roughness: 8 mm texture depth improves mechanical interlock
- Mix additives: Nanosilica additions improve bond by 15–22%
- Nozzle pressure: Consistent extrusion pressure prevents void formation at interfaces
Construction Efficiency
Q: What is the realistic construction time reduction for a single residential unit?
A: Based on documented projects:
- Grange Close (Ireland, 2024): 59.1% reduction in wall construction time (44 days → 18 days); 35% total project reduction (200+ days → 132 days)
- DREIHAUS (Germany, 2025): 30% faster than conventional methods
- COBOD global assessment (2022): Reported savings between 10% and 35% across 129 completed buildings in 105 sites worldwide
For a single unit on a new site (printer setup amortized entirely to that unit), speed advantage narrows. For 4+ units sharing a site, the parallel workflow model is where time savings become financially significant.
Q: What does “effective waste of 2–4%” actually mean versus conventional construction?
A: Conventional concrete residential construction generates 10–15% material waste through over-ordering, formwork spillage, off-cut aggregate, and remediation pours. At 2–4% effective waste, 3DCP is generating only the concrete that becomes structure. At project scale — using 90 m³ of concrete (Grange Close) — the difference between 3% waste and 12% waste is 8.1 m³ of avoided waste per project. At 47 MPa concrete density (~2,400 kg/m³), that’s ~19.4 tonnes of avoided concrete waste per project.
Position Nuvira Space at the Intersection of What’s Next
The structural performance data from 3D printed concrete homes is no longer a research projection. It’s a building standard, a printed wall, a family’s living room ceiling that was extruded in 12 days and will carry load for 50 years. The question for architects, developers, and design-forward clients is not whether this technology works — the compressive strength tables and construction timelines have answered that. The question is: are you designing with this data, or are you still designing around a workflow that the data has already made obsolete?
At Nuvira Space, we’re at the point where structural performance data and spatial intelligence merge into a single design act. If you’re working on a residential project where speed, material efficiency, or structural innovation is on the brief, we want to have that conversation.
Contact Nuvira Space → nuviraspace.com Explore our Future Tech series for more evidence-based architectural analysis.
© Nuvira Space. All rights reserved. | Future Tech Series | All specifications cited are based on peer-reviewed research from Frontiers in Built Environment (2024), Nature Scientific Reports (2025), MDPI Buildings (2023), MDPI Applied Sciences (2025), ResearchGate hardened properties studies (2024), COBOD International project documentation (Grange Close, Ireland, 2024; DREIHAUS, Germany, 2025), and HUD Office of Policy Development & Research 3D Concrete Printed Construction Systems reports (Parts 1 & 2). The STRATUM Micro-District is a speculative internal concept study by Nuvira Space and does not represent a completed, commissioned, or constructed project.