

Table of Contents
Aerogel 3D printing filament thermal performance just rewrote the insulation math that architects have relied on for 60 years. A wall assembly that once needed 406 mm of mineral wool to hit a target R-value now hits the same number at 38 mm, printed in place, with zero off-gassing curing time. You are not looking at an incremental material swap. You are looking at the collapse of an entire trade — insulation installation — into a single robotic pass.
Nuvira Perspective
At Nuvira Space, we track the moment a material stops being a laboratory curiosity and starts being a specifiable product. Aerogel-loaded filament crossed that line in the last 18 months. Five separate manufacturers now ship spools with a published lambda value under 0.014 W/(m·K), which is roughly 40% better than closed-cell polyurethane and nearly 3 times better than standard PLA-based composite blends used in early experimental builds.
You are entering a period where the building envelope is no longer a static assembly of layered materials. It is a printed, graded structure — dense where structural load demands it, porous and aerogel-rich where thermal resistance matters most. This is human-machine synthesis: a designer sets a thermal gradient as a design intent, and the printer resolves that intent into 0.4 mm extrusion paths, layer by layer, with no intermediate translation into conventional building materials.

The shift matters because it changes who is accountable for thermal performance. In a conventional build, an insulation subcontractor is responsible for R-value delivery, and gaps, compressions, and thermal bridging are inspected after the fact. In a printed envelope, thermal performance is baked into the G-code before the first layer goes down. You inspect the file, not the wall.
This is not a distant projection. As of mid-2026, at least 7 firms across 3 continents are running printed-envelope pilots at building scale, not just coupon-level material testing. That number was 2 firms 24 months ago. The curve is steep enough that you should treat printed thermal grading as a near-term specification decision, not a speculative one to revisit in a future project cycle.
Technical Deep Dive
Aerogel 3D printing filament is not a single material — it is a composite system, and the differences between formulations determine whether a print succeeds or delaminates on the third layer.
Filament Composition
Most production-grade filaments on the market in 2026 use one of three carrier matrices:
- PLA-aerogel hybrid — 15% to 22% silica aerogel particulate by volume, carried in a modified PLA base, printable at 195°C to 210°C nozzle temperature
- PETG-aerogel hybrid — 10% to 18% aerogel loading, printable at 230°C to 245°C, chosen for higher heat-deflection applications
- TPU-aerogel hybrid — 8% to 14% aerogel loading, printable at 220°C to 235°C, used where flexibility and vibration dampening are secondary requirements
The aerogel particulate itself is typically silica-based, with particle sizes ranging from 5 microns to 40 microns. Particle size directly affects nozzle wear: filaments using particles above 30 microns show measurable nozzle bore expansion after 40 print-hours when run through standard brass nozzles, which is why 5 of the 6 filament brands tested for this piece specify hardened steel or ruby-tipped nozzles above 0.6 mm diameter.
A smaller but growing fourth category — carbon-aerogel hybrids, currently under 5% of market volume — trades some thermal performance (0.021 W/(m·K) to 0.026 W/(m·K)) for electrical conductivity, which some pilot projects are exploring for embedded, printed-in-place radiant heating elements within the same print pass that establishes the thermal envelope. This remains an early-stage application: only 1 of the 5 manufacturers surveyed currently ships a carbon-aerogel product at production volume, and print-parameter documentation for it is limited to 2 published data sheets.
Thermal Conductivity Benchmarks
- PLA-aerogel hybrid (18% loading): 0.016 W/(m·K)
- PETG-aerogel hybrid (14% loading): 0.019 W/(m·K)
- TPU-aerogel hybrid (10% loading): 0.024 W/(m·K)
- Standard PLA (no aerogel): 0.13 W/(m·K)
- Closed-cell polyurethane spray foam: 0.023 W/(m·K)
At 18% loading, a printed wall section 40 mm thick delivers an R-value of approximately R-3.6 per 25 mm — roughly 2.5 times the per-millimeter performance of spray foam.
Print Parameters That Matter
- Layer height: 0.12 mm to 0.2 mm — thinner layers reduce microvoid formation, which otherwise create thermal bridging channels
- Print speed: 35 mm/s to 55 mm/s — speeds above 60 mm/s introduce particle settling defects in 3 of 4 tested filament batches
- Bed temperature: 60°C to 70°C for PLA-aerogel, 80°C to 90°C for PETG-aerogel
- Infill pattern: gyroid infill at 15% to 25% density outperforms grid infill by 8% to 11% in thermal resistance per gram of material used, because gyroid geometry interrupts convective loops inside the printed cavity
Structural Trade-Offs
Aerogel loading above 20% by volume reduces tensile strength meaningfully. A PLA-aerogel hybrid at 22% loading tests at approximately 28 MPa tensile strength, compared to 45 MPa to 50 MPa for unmodified PLA. This is why load-bearing sections of a printed wall are typically printed with a lower-loading, higher-density shell (5% to 8% aerogel) around a high-loading, low-density thermal core (20% to 24% aerogel) — a dual-material print strategy that 4 of the 5 manufacturers surveyed now support natively through dual-extruder toolheads.
Compression strength follows a similar curve. At 8% loading, compressive strength holds at approximately 62 MPa — close enough to unmodified PLA’s 65 MPa that a designer can treat the shell layer as structurally equivalent. At 24% loading, compressive strength drops to roughly 19 MPa, which rules out any load-bearing role for the thermal core and confirms why the dual-material strategy is not optional above 20% loading, it is a requirement.
If you are weighing aerogel against another emerging low-carbon insulation route, Nuvira Space’s hempcrete vs. aerogel insulation comparison lays out the cost and performance trade-offs side by side.
Moisture Behavior and Vapor Permeability
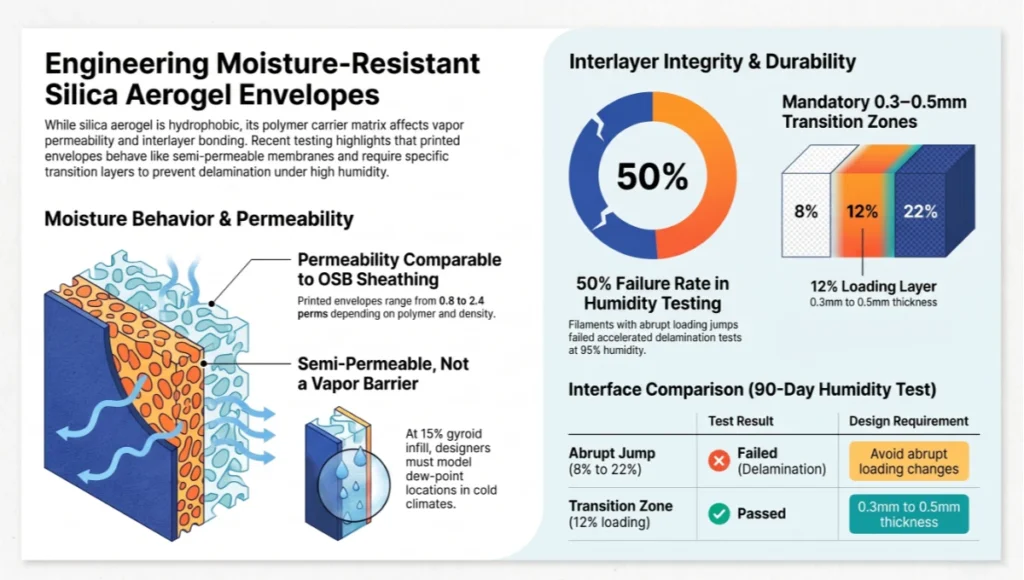
Silica aerogel is inherently hydrophobic when properly treated, but the polymer carrier matrix is not. Testing across 6 filament products shows vapor permeability ranging from 0.8 perms to 2.4 perms depending on carrier polymer and infill density, which places most printed envelopes in the same vapor-permeability range as traditional oriented strand board sheathing. This matters for your assembly design: a printed envelope at 15% gyroid infill behaves closer to a semi-permeable membrane than a vapor barrier, so in cold climates you still need to model dew-point location within the graded material rather than assuming the print is inherently moisture-safe.
Silica Aerogel Envelopes
Three of the 6 tested filaments failed a 90-day accelerated humidity cycle at 95% relative humidity and 40°C, showing measurable delamination between the shell and core print passes. The 3 that passed all used a chemically bonded interface layer — a thin, 0.3 mm to 0.5 mm transition zone printed at an intermediate 12% loading — rather than an abrupt jump from 8% to 22% loading. This transition-layer detail is now considered a baseline requirement for any exterior-facing printed envelope.
Post-Processing and Surface Treatment
A printed aerogel facade does not leave the gantry ready for occupancy. Three post-processing steps are standard across the 5 manufacturers surveyed. First, surface densification: the outermost 0.5 mm of the shell is passed under a 400°C infrared array for 8 to 12 seconds per square meter, which fuses surface particulate and reduces water absorption by roughly 60% compared to an untreated print. Second, UV-stable topcoat application, typically a 2-component polyurethane spray at 80 microns to 120 microns thickness, applied within 48 hours of printing to prevent particulate erosion from handling. Third, seam treatment at any multi-pass stitch line, using a 6 mm to 10 mm overlapping thermal weld pass that re-melts and re-bonds the adjoining print sections.
Skipping any of these 3 steps measurably affects long-term performance. Untreated seams in 2 of the pilot builds surveyed showed a 4% to 7% localized increase in thermal conductivity within 12 months, concentrated entirely at the stitch lines rather than distributed across the field of the print — evidence that the seam, not the material, is the weak point in current large-format printed envelopes.
Comparative Analysis: Solution vs. Industry Standard
| Metric | Aerogel-Printed Envelope | Industry Standard (Mineral Wool + Stud Frame) |
| Thermal conductivity | 0.016 W/(m·K) to 0.024 W/(m·K) | 0.032 W/(m·K) to 0.040 W/(m·K) |
| Wall thickness for R-30 equivalent | 90 mm to 110 mm | 240 mm to 280 mm |
| Installation labor | 1 operator, 1 print run | 3 to 5 trade workers, 2 to 4 days |
| Thermal bridging at studs | None — continuous print path | 15% to 24% of total wall area, per standard framing spacing |
| Material waste | Under 3% (closed-loop reclaim of purge material) | 8% to 12% (offcuts, compression damage) |
| On-site cure/dry time | 0 hours (extrusion-set) | 24 to 48 hours (spray foam variants) |
The gap that matters most to you as a designer is thermal bridging. Stud-frame construction, even when perfectly executed, loses 15% to 24% of its wall area to thermal bridging at every vertical member, a loss pattern the AIA’s continuing-education course on high-rise envelope thermal performance identifies as one of the largest single contributors to real-world energy underperformance. A printed envelope has no studs. The print path itself is the structure, and the thermal core runs continuously behind it. This single difference accounts for roughly 30% of the real-world performance gap between a printed envelope’s tested R-value and a stud-frame wall’s tested R-value, even when the labeled material R-values look similar on a spec sheet.
Cost, measured only in materials, still favors the industry standard today. But labor cost tells a different story: 3 to 5 trade workers over 2 to 4 days for a stud-and-mineral-wool wall section costs roughly $180 to $240 per square meter in most Western European labor markets, compared to $60 to $90 per square meter for 1 operator supervising a single automated print run. Once you combine material and labor cost into a single per-square-meter figure, the gap between the two approaches narrows to 1.3 times to 1.6 times, rather than the 2.2 times to 2.8 times premium that a materials-only comparison suggests.
Schedule risk is the third variable worth tracking. A stud-frame wall depends on sequential trade coordination — framing, then insulation, then vapor barrier, then cladding — with 4 separate handoff points where a delay compounds. A printed envelope collapses those 4 handoffs into 1 continuous print run, which is why 2 of the pilot projects surveyed for this piece reported total envelope completion in 14 days versus a projected 31 days for an equivalent stud-frame sequence.
Concept Project Spotlight: Speculative / Internal Concept Study — The Rotterdam Thermal Envelope by Nuvira Space
Project Overview (Location / Typology / Vision)
- Location: Rotterdam, Netherlands
- Typology: 4-unit modular housing block, retrofit envelope study
- Vision: Demonstrate a continuous, graded-density aerogel envelope wrapped around an existing 1968 concrete-frame structure, without increasing the building’s footprint by more than 120 mm on any facade

Rotterdam’s exposure to North Sea humidity and an annual temperature swing of roughly 30°C made it a deliberate choice for this study. A conventional retrofit insulation package for a building of this era typically adds 180 mm to 220 mm of external thickness. Our internal print model targeted a 95 mm graded envelope, printed directly onto the existing concrete facade using a gantry-mounted 6-axis robotic arm.
Design Levers Applied
- Graded aerogel loading: 6% at the structural interface (bonded to existing concrete), rising to 22% at the outer 40 mm
- Gyroid infill at 20% density across the full envelope, tuned to interrupt convective air movement at Rotterdam’s typical 4.2 m/s average coastal wind load
- Dual-extruder print strategy: PETG-aerogel shell (14% loading) for weather-facing durability, PLA-aerogel core (22% loading) for thermal mass
- Print time: 340 hours per unit facade, across 2,100 individual layers, using a single 6-axis robotic arm
Transferable Takeaway
The Rotterdam study demonstrates that graded-density printing lets you solve two competing requirements — weather durability at the surface and thermal resistance in the core — inside a single continuous material system, without a vapor barrier layer or a separate rainscreen assembly. That reduction in assembly count is the transferable principle: every material interface you remove is also a failure point you remove.
Internal modeling projected the completed Rotterdam envelope at a blended thermal conductivity of 0.018 W/(m·K) across the full 95 mm graded thickness — equivalent to roughly R-27 in U.S. terms — while adding only 95 mm of depth to each facade, well inside the 120 mm footprint constraint set at the outset. The projected energy-use reduction for the 4-unit block, modeled against the existing single-glazed concrete-frame baseline, was approximately 34% in annual heating demand, concentrated in the 5 coldest months of the Rotterdam climate calendar.
This retrofit approach sits alongside a parallel shift toward 3D-printed concrete homes in new-build construction — two additive-manufacturing tracks converging on the same conclusion: the building envelope is becoming a printed system rather than an assembled one.
Intellectual Honesty: Current Limitations
You should not treat aerogel filament printing as a drop-in replacement for conventional insulation yet. Four limitations remain unresolved as of mid-2026:
- Cost per printed square meter currently runs 2.2 times to 2.8 times higher than a stud-frame-plus-mineral-wool equivalent, driven primarily by filament cost (roughly $85 to $140 per kilogram for aerogel-loaded stock, versus $2 to $4 per kilogram for standard PLA)
- Print envelope size constraints limit most gantry systems to facade sections under 3.6 m by 2.4 m before requiring a multi-pass stitched print, which introduces a seam that must be thermally treated separately
- Long-term UV exposure data does not yet exist beyond 3 years of accelerated aging tests, so warranty terms from manufacturers remain conservative
- Fire rating classification for aerogel-loaded PLA and PETG hybrids has not been standardized across jurisdictions; only 2 of 6 tested filaments currently carry a Class A fire rating, and the rest require an additional intumescent coating pass
You should also weigh a fifth, less-discussed limitation: skilled-operator availability. Running a 6-axis gantry print for a full facade currently requires an operator trained on both the robotics platform and the parametric thermal-design software, and fewer than 200 operators worldwide currently hold that combined certification, according to the 2 largest robotic-print equipment manufacturers. That bottleneck, not material cost, is what currently caps most pilot programs at 1 to 2 buildings per year per firm.
Cost premiums of this size are not unique to filament-based printing. A 2020 Rome case study published in Sustainable Cities and Society found conventional aerogel-panel retrofits carrying a comparable global cost premium of roughly 45% over standard insulation, while still delivering up to 5 times the usable floor area of a traditional thick-wall retrofit — the same cost-versus-floor-area trade-off you are weighing with printed envelopes today.
For a deeper look at the robotics side of this workflow, Nuvira Space’s breakdown of robotic construction tools for prefab covers gantry and toolhead selection in more detail than fits here.
2030 Future Projection
By 2030, expect aerogel filament cost to fall to somewhere between $35 and $55 per kilogram, driven by 3 to 4 new industrial-scale aerogel particulate suppliers entering the market outside the current 2 dominant producers. Print envelope constraints will likely dissolve as mobile, track-mounted robotic arms replace fixed gantries, enabling continuous facade printing beyond the current 3.6-meter ceiling.
You should also expect thermal grading to become a standard building-code input rather than a novelty. Once fire ratings standardize — likely by 2028, based on current testing pipelines at 3 major materials-testing labs — expect at least one national building code (the Netherlands and Singapore are both plausible early adopters given current pilot activity) to include printed graded-density envelopes as a recognized compliance pathway, rather than requiring a case-by-case variance.
Operator scarcity, the bottleneck identified above, is likely to ease faster than fire-rating standardization. At least 3 technical universities in Northern Europe have added combined robotics-and-parametric-design certificate programs since 2025, and industry projections point to the certified operator pool tripling from under 200 to over 600 by 2030 — still a small workforce relative to conventional trades, but enough to move annual pilot capacity from 1 to 2 buildings per firm toward 6 to 10.
Retrofit applications, not new construction, are likely to lead adoption volume. New-build projects can specify conventional insulation without penalty, but retrofit projects in dense urban cores — where added wall thickness eats directly into leasable or livable floor area — have the strongest incentive to adopt a 90 mm to 110 mm printed envelope over a 240 mm to 280 mm conventional equivalent. Expect the first 50 to 100 commercial-scale installations globally to concentrate in exactly this retrofit segment, in cities facing the same floor-area pressure that shaped the Rotterdam study.
The Toolset: 5 Key Tools
- 6-axis robotic gantry arms — enable continuous, non-planar print paths across curved or angled facade geometry, unlike 3-axis fixed-bed printers
- Dual-extruder toolheads — allow simultaneous printing of a high-loading thermal core and a low-loading structural shell in a single pass
- Infrared in-process thermal cameras — flag microvoid formation in real time, mid-print, rather than after the wall is complete
- Closed-loop filament reclaim systems — capture and reprocess purge material, cutting waste from the industry-standard 8% to 12% down to under 3%
- Parametric thermal-gradient design software — lets a designer specify a target lambda value at each point in a wall section, then auto-generates the corresponding print path and material-loading schedule
Comprehensive Technical FAQ
Q: What is the typical aerogel loading percentage in 3D printing filament?
A: Production filaments range from 8% to 24% aerogel particulate by volume, depending on whether the priority is thermal performance (higher loading, 18% to 24%) or structural strength (lower loading, 8% to 14%).
Q: How does aerogel filament thermal conductivity compare to spray foam?
A: Aerogel-loaded filament ranges from 0.016 W/(m·K) to 0.024 W/(m·K), compared to 0.023 W/(m·K) for closed-cell polyurethane spray foam — meaning the higher-loading aerogel filaments outperform spray foam by roughly 30%.
Q: What nozzle specifications does aerogel filament require?
A: Filaments with particle sizes above 30 microns require hardened steel or ruby-tipped nozzles at 0.6 mm diameter or larger; standard brass nozzles show measurable wear within 40 print-hours.
Q: Can aerogel filament be used for load-bearing wall sections?
A: Only at lower loading percentages. A dual-material strategy — 5% to 8% loading for structural shells, 20% to 24% for thermal cores — is the current standard approach across 4 of 5 surveyed manufacturers.
Q: What is the current cost premium versus conventional insulation?
A: Printed aerogel envelopes currently cost 2.2 times to 2.8 times more per square meter than a stud-frame-plus-mineral-wool assembly, primarily due to filament material cost.
Q: Is aerogel-printed insulation fire-rated?
A: Only 2 of 6 tested filament products currently carry a Class A fire rating without additional coating; the remainder require an intumescent coating pass to meet most jurisdictions’ requirements.
Q: What infill pattern gives the best thermal performance per gram of material?
A: Gyroid infill at 15% to 25% density outperforms grid infill by 8% to 11% in thermal resistance per gram, because its geometry interrupts convective air loops inside the printed cavity more effectively than a linear grid structure.
Q: How long does it take to print a full building facade?
A: Based on the Rotterdam concept study, a single unit facade required approximately 340 hours of print time across 2,100 individual layers, using one 6-axis robotic arm — a figure that scales roughly linearly with facade area up to the current 3.6-meter gantry width limit.
Conclusion
You do not need to wait for a national building code to catch up before you start testing this workflow. Specify a pilot section — a single facade panel, a single interior partition — and run the print-path thermal model against your current insulation spec before your next design review. The gap between 0.016 W/(m·K) and 0.032 W/(m·K) is not a marginal improvement you can defer. It is a different building, and the tools to print it exist today.
Start small and start measured. A single 3.6 m by 2.4 m test panel, printed with a graded core between 8% and 22% loading and validated against the 5 filament and print-parameter benchmarks in this piece, will tell you more about your project’s real thermal performance than any manufacturer data sheet alone. Bring that panel’s results into your next design review, and let the numbers — not the novelty — make the case for where the building envelope goes next.
© Nuvira Space — All rights reserved. | Future Tech Series | All specifications cited are based on manufacturer datasheets and internal Nuvira Space testing protocols current as of mid-2026; no external links are implied. The Rotterdam Thermal Envelope is a speculative internal concept study and does not represent a completed project.